外皮章节目录
章节目录 时间:2021-05-17 阅读:()
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第1页,共24页修订版:D修订日期:12-23-09压接质量手册压接质量手册压接质量手册压接质量手册订购号订购号订购号订购号63800-0029压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第2页,共24页修订版:D修订日期:12-23-09章节目录章节目录章节目录章节目录1压接技术介绍2目的3范围4定义5相关材料6压接步骤7测量8压接过程控制9故障处理10线规图压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第3页,共24页修订版:D修订日期:12-23-09第第第第1节节节节压接技术介绍压接技术介绍压接技术介绍压接技术介绍压接技术可取代焊接技术,提供端子和导线之间的低成本、高品质连接.
具体采用手动压接工具还是全自动化的压接系统,要视施工场合、导线连接数量和导线尺寸范围而定.
我们可以采用必要的手动压接工具、压接机和模具、剥线压接机,或全自动导线处理系统进行压接操作.
不过,要想获得高质量的连接,无论采用何种工具设备,其设置都很重要.
如今,许多原始设备制造商均采用统计过程控制(SPC)来不断提高端子压接质量.
端子压接是个复杂的过程,要确保质量始终如一,就要了解不同的具体情况和压接技术涉及要素之间的相互作用关系.
倘若未全面了解压接流程和影响压接的各个因素,则可能无法获得预期的压接效果.
压接过程中的三个关键要素是:端子、电线和工具.
端子端子端子端子在大多数应用场合,要让连接器制造商为每种线径、每种芯线股数、每种绝缘外皮直径(UL型)以及具体军用规格设计出各种专用的端子,这种做法在经济上是不现实的.
大多数端子用于配合多种导线尺寸、芯线股数、以及多个绝缘层直径范围.
端子应能合格地连接其设计范围内的所有电线.
电线电线电线电线同一尺寸的电线,其芯线股数和绝缘类型或许大不相同.
例如,同样是线号为AWG18的电线,19股芯线比16股芯线所用材料多出18%,其绝缘层直径可小到1.
78毫米(0.
070英寸),大到超过4.
57毫米(0.
180英寸).
芯线材料可以采用铜、镀锡铜、厚涂层铜芯线、薄涂层铜芯线.
不同场合亦使用不同硬度的导线.
模模模模具具具具施工场合需要什么样的工具呢是需要手动剥皮工具(进行少量剥皮操作)还是需要自动剥皮机进行大量的剥皮操作呢针对施工场合和压接工作量,是使用手工工具、压接机和模具组合,还是使用全自动导线处理设备呢使用不同的压接工具,需要我们在不同程度上调整操作方式.
端子、电线、工具和压接工具的类型这些因素均会影响端子的压接质量.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第4页,共24页修订版:D修订日期:12-23-09第第第第2节节节节目的目的目的目的本手册提供了压接操作的一般准则和规程,帮助您了解压接操作,以便采取正确的方式,实现合格的端子连接.
第4节的术语表列出了常见术语和定义.
第5节介绍了压接质量检测工具,用于准确测量和评价压接质量.
工具的设置至关重要,它决定了压接质量.
我们要考虑的因素包括:压接高度、导体刷、喇叭口、切尾、剥皮长度和绝缘外皮末端位置.
每种因素的变化或许会减少抗拉强度测量值.
我们或许很难确定一个容差范围,因为所有因素相互影响.
例如,针对喇叭口的工具轨道调整,将改变切尾长度和导线位置,而剥皮长度和导线位置会影响到导体刷和绝缘外皮末端的位置.
调整绝缘外皮压接高度可能会略微改变芯线压接高度的测量结果.
设置人员可能要进行多次调整,才能建立起一个最佳设置.
进行最佳设置期间,安排好各步骤的先后顺序或许有助于减少调整次数.
第6节给出了一个过程设置的流程图.
第9节介绍了常见问题处理指南.
进行压接操作,可利用统计过程控制(SPC)来减少缺陷数量.
第8节大体介绍了使用统计过程控制的好处.
根据结构设计,本手册的部分内容或全部内容均可作为流程指南,以达到ISO的要求.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第5页,共24页修订版:D修订日期:12-23-09第第第第3节节节节范围范围范围范围本手册是为本手册是为本手册是为本手册是为Molex公司的客户编写的公司的客户编写的公司的客户编写的公司的客户编写的,,,,这些客户使用这些客户使用这些客户使用这些客户使用Molex的压接工具来压接的压接工具来压接的压接工具来压接的压接工具来压接Molex生产的有缝生产的有缝生产的有缝生产的有缝压线框端子压线框端子压线框端子压线框端子.
.
.
.
主要采用半自动或自动电线端接方法.
相比其他连接器制造商或个别公司的指导,本手册的内容可能稍有不同.
本手册讲述了压接合格端子的基本要求.
但本手册不是用来取代具体某个产品和/或工具的规范书.
具体端子或压接场合可能有具体要求.
由于模具的限制,您或许无法为满足最佳压接要求而调整某个要素.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第6页,共24页修订版:D修订日期:12-23-09绝缘外皮绝缘外皮绝缘外皮绝缘外皮压接压接压接压接导体刷导体刷导体刷导体刷剥皮长剥皮长剥皮长剥皮长度度度度喇叭口喇叭口喇叭口喇叭口压接高度压接高度压接高度压接高度芯线压接芯线压接芯线压接芯线压接切尾切尾切尾切尾缝隙缝隙缝隙缝隙挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处端子截面图端子截面图端子截面图端子截面图图图图图4-1下翘下翘下翘下翘上翘上翘上翘上翘翻滚翻滚翻滚翻滚扭歪扭歪扭歪扭歪第第第第4节节节节定义定义定义定义压接端子的解析压接端子的解析压接端子的解析压接端子的解析((((图图图图4-1))))喇叭口喇叭口喇叭口喇叭口压接后在芯线压接框的边缘形成喇叭口,成为芯线漏斗.
此漏斗减少了芯线压线框锋利边缘割断或割伤芯线的可能性.
芯线压线框喇叭口的厚度一般应为端子材料厚度的1到2倍左右.
(请查阅具体端子的规格要求).
弯曲试验弯曲试验弯曲试验弯曲试验弯曲试验是测试绝缘外皮压接质量的一种方法.
我们把导线来回弯曲若干次,然后评估绝缘外皮和芯线束的移动情况.
作为一项规则,绝缘外皮的压接要承受住电线朝向任何方向的若干次60至90度弯曲.
压接细导线时要小心,不得割破绝缘外皮压接处后面的绝缘层.
导体刷导体刷导体刷导体刷导体刷是穿过芯线压线框、面向端子接点区的芯线束.
由于存在从压线框凸出出来的芯线束,机械压接力可以全部作用于芯线上.
导体刷不应当延伸到端子接插区域.
芯线压接芯线压接芯线压接芯线压接芯线压接是对套在芯线上的端子压线框的压缩.
该操作建立起一个低电阻、高电流承载能力的电气通路.
芯线压接高度芯线压接高度芯线压接高度芯线压接高度芯线压接高度是从所形成的压接顶面到底部径向表面的距离.
该高度不包括挤出处高度(见图4-1).
压接高度测量采用一种快速的、非破坏性的测量方法,用于测量环抱住芯线的端子压线框是否正确压接到芯线上.
该测量结果是过程控制中的重要指标.
制定压接高度规范时,通常要针对不同股数、涂层、端子材料和电镀的导线,兼顾压接的电气和机械性能.
虽然可以针对不同股数、和端子电镀来制定不同的最佳压接高度,但一般只规定一种压接高度.
切尾长度切尾长度切尾长度切尾长度端子从承载带上分离后,端子头不是平的而是凸出一部分,叫做切尾.
作为一项规则,切尾压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第7页,共24页修订版:D修订日期:12-23-0928.
529.
530.
531.
5ThousandthsMeasurementsCrimpHeight12345678910111213141516171819202122232425SampleContolLimitControlLimitUpperSpecificationLowerSpecificationExampleControlChart图图图图4-3图图图图4-2剥皮长度剥皮长度剥皮长度剥皮长度长度应为端子材料厚度的1.
0到1.
5倍(请查阅具体端子的规格要求).
切尾太长,会使端子(因插入不到位)而露在连接器塑壳外边,或无法满足电气间距要求.
通常,可设置一个工具,使切尾平齐于一个材料的厚度.
挤出挤出挤出挤出((((外展外展外展外展))))压接使导线压线框底部形成外展,形成外展的原因是冲头与铁砧之间的间隙.
若铁砧出现磨损或端子被过度冲压,则会造成端子底部外展过度.
若冲头和铁砧之间错位,若喂送调整功能关闭,若端子被拖拉的距离不够或过大,则会出现凹凸不平的挤压效果.
绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接((((缓解应力缓解应力缓解应力缓解应力))))绝缘外皮压接可为电线提供支撑力,以便电线插入塑壳.
也有助于端子抗振.
端子必须尽可能牢牢地抓住电线,但不得压透绝缘外皮而触及芯线.
判断绝缘外皮压接合格与否的标准是主观的,要视连接使用场合而定.
针对特定应用场合,我们建议你进行相应的弯曲测试,以确定绝缘外皮压接所提供的缓解应力的能力是否合格.
绝缘外皮压接高度绝缘外皮压接高度绝缘外皮压接高度绝缘外皮压接高度Molex公司不规定绝缘外皮的压接高度,原因是存在着各种各样的绝缘外皮厚度、材料和硬度.
大多数端子被设计成能容纳多种规格的导线.
端子在其适用范围内,可能无法完全抱住绝缘外皮,或无法严丝合缝地抱紧导线.
但这种情况下的绝缘外皮压接通常是合格的.
1.
若电线过粗,则绝缘外皮压线框应至少箍住电线的88%.
2.
若电线过细,则绝缘外皮压线框应至少抓紧导线的50%,并能牢牢握住电线的头部.
要检查绝缘外皮的压接截面,请把电线从端子后面切下来,使切面齐平于端子后面.
确定好最佳压接设置后,要记录好绝缘外皮压接高度.
操作人员可以把检查绝缘外皮的压接高度作为设置步骤的一部分.
绝缘绝缘绝缘绝缘外皮末端外皮末端外皮末端外皮末端位置位置位置位置该位置是绝缘外皮末端在绝缘外皮压接处到芯线压接处之间的过渡区间内的位置.
在该过渡区间,芯线长度要相同于绝缘外皮长度.
绝缘外皮末端的定位要确保绝缘外皮压线框整个长度的下面均存在绝缘外皮,另一方面,绝缘外皮不得延伸到芯线压线框下面.
若用台式压接机压接,绝缘外皮末端位置决定于导线止挡和剥皮长度.
若用自动电线处理机压接,绝缘外皮末端位置决定于压接机的进/出调整.
剥皮剥皮剥皮剥皮长度长度长度长度剥皮长度就是把导线的绝缘外皮剥下来后,暴露出来的芯线长度.
当绝缘层末端位置在绝缘外皮压接处和芯线压接出之间的过渡区间居中时,剥皮长度决定了导体刷的长度.
过程过程过程过程过程系指压接端子操作所需要的人员、设备、工具、材料、方法的总和.
过程控制是用来跟踪随着时间推移而发生的属性变化,以便检测出进程的变化.
及时检测出进程中发生的变化有助于防止出现成千上万个不良压接.
控制图控制图控制图控制图范例范例范例范例各次各次各次各次测量测量测量测量样品样品样品样品控制界限控制界限控制界限控制界限控制界限控制界限控制界限控制界限规定上限规定上限规定上限规定上限规定下限规定下限规定下限规定下限压接高压接高压接高压接高度的度的度的度的千分数千分数千分数千分数压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第8页,共24页修订版:D修订日期:12-23-09图图图图4-4图图图图4-6冲头冲头冲头冲头电线电线电线电线铁砧铁砧铁砧铁砧端子端子端子端子图图图图4-5撞锤撞锤撞锤撞锤压接机座板压接机座板压接机座板压接机座板闭合高度量规闭合高度量规闭合高度量规闭合高度量规抗拉抗拉抗拉抗拉测试测试测试测试抗拉测试是一种快速的、破坏性的测试方法,用于评价压接端接的力学性能.
抗拉测试结果若超出了允许范围,则表明压接过程有问题.
剥皮时割断或割伤芯线,没有喇叭口或导体刷,或压接高度或工具不正确,均会降低抗拉强度测量值.
导线属性和芯线股数,以及端子设计(材料厚度和锯齿设计),也会影响抗拉测试结果.
抗拉测试结果若处在允许范围内,则说明压接时施加了正确的压接力.
施加正确的压接力很关键,因为压接时,我们要施加足够的力来打破芯线表面上和端子压线框内侧镀锡表面上累积起来的不导电的氧化层.
只有这样才能建立金属与金属之间的良好连接.
否则,电阻会增加.
过度压接端子将减少导体的圆形截面积,进而增加电阻.
闭合高度闭合高度闭合高度闭合高度闭合高度是从模具座板(压接机底部死点)到压接机撞锤上模具连接点之间的距离.
端子位置端子位置端子位置端子位置端子位置的设置就是把端子与成型冲头、铁砧,以及承载条切断工具对齐.
工具的设置决定了芯线压接框喇叭口尺寸、切尾长度和端子的挤压形状.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第9页,共24页修订版:D修订日期:12-23-09第第第第5节节节节相关材料相关材料相关材料相关材料卡尺卡尺卡尺卡尺卡尺是一种量规,由两个相对立的叶片组成,用于测量直线尺寸.
眼罩式放大镜眼罩式放大镜眼罩式放大镜眼罩式放大镜这是一种图像放大的工具,通常可把物体放大10倍以上,用来帮助您用肉眼检查压接效果.
压接千分尺压接千分尺压接千分尺压接千分尺压接千分尺是专门用于测量压接高度的千分尺.
测量值取自压接部位的中央,因此芯线压线框喇叭口不影响测量结果.
该千分尺上有一个薄叶片可倚住压接部位的顶部,而千分尺的尖头测定底部径向(弯曲)表面.
便携尺便携尺便携尺便携尺该尺子用来测量喇叭口、切尾、导体刷长度、剥皮长度,并估计导线的位置.
建议采用最低分辨率为0.
50毫米(0.
020英寸)的尺子.
抗拉测试仪抗拉测试仪抗拉测试仪抗拉测试仪用于确定压接的机械强度.
通常我们用一个器具夹住导线,按照设定的速度拉拽导线,并通过测压元件测量拉力.
测试方法可以简单到把一定重量的负荷挂在导线上,最短挂一分钟时间.
刀具匠显微镜刀具匠显微镜刀具匠显微镜刀具匠显微镜该显微镜用于仔细检查喇叭口、切尾、导体刷,电线位置和剥皮长度,并进行相应统计计量.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第10页,共24页修订版:D修订日期:12-23-09第第第第6节节节节压接步骤压接步骤压接步骤压接步骤工具设置工具设置工具设置工具设置(参考流程图)1.
检查压接模具是否干净,是否磨损.
必要时清洁并更换磨损的模具.
2.
断开压接机电源,取下防护装置.
3.
装入相应模具.
4.
把端子载入模具,使第一个端子位于铁砧上方.
5.
手动循环压接机,完成一个完整压接循环以确保压接过程顺畅.
若不顺畅,卸下模具,并检查闭合高度.
转到步骤3.
6.
检查模具是否对齐.
检查端子底部来自砧铁的压痕.
检查挤压处是否对称压接处是否居中.
若不对称不居中,则要对齐工具,然后转到步骤5.
7.
检查端子喂送装置是否把下一个端子喂送到铁砧正上方.
如果不是,请调整端子喂送装置和喂送头,并转到步骤5.
8.
装回所有先前卸下的防护装置.
((((要遵守要遵守要遵守要遵守压接机和压接机和压接机和压接机和/或压接工具手册中列出所有安全或压接工具手册中列出所有安全或压接工具手册中列出所有安全或压接工具手册中列出所有安全规定规定规定规定))))9.
电动压接端子样品.
10.
评估切尾长度和芯线压框喇叭口.
如需调整,断开压接机电源取下防护装置.
调整轨道位置.
手动循环压接机并检查喂送指的喂送位置,转到步骤7.
11.
评估导体刷.
如需调整,则断开压接机电源并取下防护装置.
调整压接工作台上的导线止挡或自动导线加工设备的压接位置.
转到步骤8.
12.
检查绝缘外皮位置.
必要时调整剥皮长度,压接新样品,然后转到步骤11.
13.
调整绝缘外皮压接的高度,使绝缘外皮的压接不触及电线芯线.
14.
压接端子样品.
15.
测量芯线压接高度(如适用)并与规范相比较.
必要时切断电源并取下防护装置.
调整芯线压接高度,装回防护装置,连接电源,然后转到步骤14.
16.
进行抗拉测试.
若测试不合格,请参考故障处理章节(第9节)17.
调整绝缘外皮的压接.
18.
压接端子样品.
19.
评估绝缘压接.
必要时切断电源并取下防护装置.
调整绝缘外皮压接高度,装回防护装置,连接电源,然后转到步骤18.
20.
测量压接高度并与规范相比较.
必要时切断电源并取下防护装置.
调整芯线压接高度,装回防护装置,连接电源,然后转到步骤18.
21.
记录测量结果.
操作期间操作期间操作期间操作期间,,,,要始终保证安全要始终保证安全要始终保证安全要始终保证安全.
.
.
.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第11页,共24页修订版:D修订日期:12-23-09流程图流程图流程图流程图断开电源,然后移开必须移开的防护装置把模具装入压接机把端子载入压接机手动循环压接机评估模具以确保其干净和未磨损更换模具/清洁设置压接机闭合高度从压接机上卸下模具开始开始开始开始循环是否完成模具是否对齐端子喂送是否良好端子在铁砧上是否居中评估切尾和喇叭口安装安全防护装置并连接电源压接样本B调整端子喂送和/或喂送指对齐模具A调整轨道位置手动循环压接机断开电源并移开必须移开防护装置压接样本调整压接机位置评估导体刷断开电源,然后移开必须移开的防护装置调整导线止挡松开绝缘外皮压接A台面压接机或线加工B评估绝缘外皮末端位置压接样本调整剥皮长度安装安全防护装置然后连接电源调整芯线压接高度调整绝缘外皮压接高度查找故障(见第9条)断开电源然后取下必要的防护装置芯线压接高度是否合适抗拉测试压接样本绝缘外皮压接高度是否合适芯线压接是否良好安装安全防护装置然后连接电源调整芯线压接高度断开电源,然后移开必须移开的防护装置断开电源,然后移开必须移开的防护装置调整绝缘外皮压接高度安装安全防护装置然后连接电源结束结束结束结束电线加工台式压接机No否Yes是是否否是良好不好否否是良好不合格是合格良好不好不良否是压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第12页,共24页修订版:D修订日期:12-23-09第第第第7节节节节测量测量测量测量抗拉测试抗拉测试抗拉测试抗拉测试1.
把导线切割成150毫米(6英寸)左右长度.
2.
在一端剥开绝缘外皮,剥皮长度为13毫米(0.
50英寸)或足够长,以至于在绝缘夹头下不存在绝缘外皮,或松开绝缘外皮压接使其对绝缘外皮没有抓握力.
3.
按照额定压接高度把相应端子压接到导线上.
4.
视觉检查喇叭口、导体刷和切割的芯线.
5.
把抗拉强度测试仪设置为每分钟25.
4毫米(每分钟1.
00英寸).
对于大多数应用场合,更快的速度将不会对数据有重大影响.
较慢的速度可以防止突然施加力量或抽动会拽断芯线.
请验证更快的速度,但在每分钟1.
00英寸速度下采集数据.
6.
如有必要,把导线未连接端子的那一端打一个结(若绝缘外皮在芯线上滑动).
7.
无论采用何种类型的抗拉测试仪,测试时必须夹紧电线和端子.
(注:测试时要夹住端子接插界面,而不是夹住芯线压接处)8.
进行拉力测试.
9.
记录拉力读数.
每个压接操作设置至少要进行五次抗拉测量.
至少要采集二十五个读数以确定过程的能力.
10.
把最小读数与规定的最低拉力强度相比较.
注:当两条电线压接在一起时,经常出现较大的偏差性和较低的CPK(制程能力指数)值(见第8节中CPK说明).
该偏差的增加,源于导体刷偏差加大,导体喇叭口偏差加大,以及在一条芯线束上,能接触到端子连线框锯齿的芯线丝数量减少.
业界认为,双电线压接并不好于最细电线的压接.
若两个电线被抓紧,并被同时拉拽,则拉力读数较高.
若仅拉拽其中一条电线,则拉力读数会低很多.
若两条电线粗细相同,则上面的那根电线的拉力值比下面电线的拉力值低,原因是端子锯齿的咬合作用.
导线图导线图导线图导线图注:拔出力只规定了最低限度值.
在计算Cpk时,假设平均读数为额定读数,上限值被设定,那么Cp和Cpk相等.
高拉力读数增加了标准偏差,会降低Cpk数值,即使平均读数和最低读数增加.
抗拉测试的抗拉测试的抗拉测试的抗拉测试的测试值测试值测试值测试值UL486A导体尺寸导体尺寸导体尺寸导体尺寸拔出力拔出力拔出力拔出力*AWG平方毫米平方毫米平方毫米平方毫米磅力磅力磅力磅力牛顿牛顿牛顿牛顿300.
051.
56.
7280.
0828.
9260.
13313.
4240.
20522.
3220.
324835.
6200.
5191357.
9180.
8232089.
0161.
3130133.
5142.
0850222.
6123.
3170311.
5105.
26180356.
088.
36790400.
5*请查阅具体规范压接高度压接高度压接高度压接高度测量测量测量测量1.
按步骤完成工具设置.
2.
压接至少5个样品.
3.
把压接测微仪扁平叶片卡到芯线压接框的双半径中心.
不要在芯线压接框喇叭口附近测量.
4.
旋转测微仪拨盘,直到测量头接触到底部径向(弯曲)表面.
若使用卡尺,则要确保不要测量压接挤出处.
5.
记录压接高度读数.
至少要获取五个压接高度读数来确认每次设置.
至少要获取二十五个读数才能确定制程能力.
6.
在压接操作期间,每压接250到500个端子后就要检查一次压接高度.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第13页,共24页修订版:D修订日期:12-23-09图图图图7-3压接高度测量压接高度测量压接高度测量压接高度测量采用卡尺采用卡尺采用卡尺采用卡尺图图图图7-2压压压压接高度测量接高度测量接高度测量接高度测量采用压接测微器采用压接测微器采用压接测微器采用压接测微器图图图图7-1抗拉测试抗拉测试抗拉测试抗拉测试注:压接高度通常被绘制成控制图表,因为压接高度测量是一种快速的无损测量,并且对端子的电气和机械可靠性至关重要.
绘制控制图表有个三种主要目的.
首先,为设置而采集的样本,其数量通常很少,因此其统计价值是有限的.
其次,过程中的能造成后果的特殊情况的发生是不规则和不可预测的,必须有一种手段及时记录发生的偏差.
这样可以防止在操作结束后报废成千上万个端接接头.
第三,也是最重要的一点,数据对评估和改善压接过程是必要的.
压接质量手册OrderNo63800-0029ReleaseDate:09-04-03UNCONTROLLEDCOPYPage14of24Revision:ARevisionDate:09-04-03第第第第8节节节节压接过程控制压接过程控制压接过程控制压接过程控制压接的过程是端子、电线、工具、人员、方法、程序和环境因素之间互动的过程.
当此过程受到控制时,就可以实现合格的压接.
质量控制是高质量压接操作的重要组成部分.
工具设置或检查工作不会花去你过多的时间,但会避免由于返工或重新制造而造成的数千美元的损失.
偏差是从一个压接到另一个压接发生的轻微变化.
有普通偏差或特殊偏差这两种偏差.
偏差通常影响到压接效果的一致性,偏差是由于许多细小原因造成的.
普通偏差,是由于成卷电线或端子内固有容差造成的.
也是由于剥皮和压接设备的自然误差.
要减少普通偏差,通常要更换电线、端子和模具制造商.
某些特殊情况会造成特殊偏差,这些情况是不规则的和不可预知的.
若在前几百个端子压接后发生模具松脱或模具损坏而导致过程堵塞,而我们未跟踪检查整个压接过程,则可能压接完成千上万个端子后才能发现该问题.
过程能力过程能力过程能力过程能力在使用新压接工具进行生产之前,Molex公司建议每个客户进行其能力研究.
请使用即将在生产中使用的特定电线来研究.
能力研究基于正态分布的假设(钟型曲线),该研究估计出现不合格测量值的可能性.
能力能力能力能力Cpk+/-标准偏差标准偏差标准偏差标准偏差产出率产出率产出率产出率%PPM*0.
67295.
4545,5001399.
732,6991.
33499.
99631.
67599.
99+0.
572699.
99++0*PPM:潜在缺陷的百万分率.
在压接过程中要提取至少25件样品.
计算样品的平均值和标准偏差.
下面的公式定义了Cp(能力指数).
Cp数值范围可以从零到无穷大,数值越大说明过程的能力越强.
大于1.
33的数值被认为是大多数应用场合可以接受的数值.
Cp的计算公式如下.
___允许误差___6X标准偏差Cpk(制程能力指数)表明被测制程能否制造出小于允许误差的产品.
若制程设定为规范的平均值,则Cpk值等于Cp.
若Cpk为负值,则制程均值超出规范限度.
若Cpk处于0和1之间,则某些六西格玛(西格玛系指标准偏差)分布范围超出了允许范围.
若Cpk值大于1,则六西格玛分布范围完全处于允许范围之内.
下列公式计算出的结果,哪个较小,哪个就是Cpk数值:__(USL–平均数)__(平均数-LSL)__3x标准偏差3x标准偏差USL=规范的上限,LSL=规格的下限六西格玛是许多公司的目标,因为它几乎代表了零缺陷.
一个公司是否有能力达到六西格玛水平,取决于其制程的普通偏差量.
例如,手工剥皮比机械剥皮造成更大偏差;手动压接工具比使用压接机和模具配合进行压接产生更大的偏差,台面端接比电线加工机械造成更大偏差.
压接偏差的一部分是测量偏差,是由于不同测量设备以及同一测量人员每次测量方式的不同造成的.
压接测微仪比带表卡尺更准确.
自动抗拉测试系统比吊钩式测量秤更准确.
测量仪必须具有足够的精度.
两名操作人员或许采取不同方法测量相同的部件.
同一名操作人员在使用两种不同量规测量同一个部件时也可能采用不同方法.
Molex公司建议进行量规能力研究,以找出偏差的哪部分是由于测量误差造成的.
微型端子压接到细电线上,其压接高度偏差范围要窄,这样才能保持抗拉强度.
测量误差会增加测定的偏差值,从而降低Cpk数值.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第15页,共24页修订版:D修订日期:12-23-09控制图控制图控制图控制图范例范例范例范例过程偏移过程偏移过程偏移过程偏移各次各次各次各次测量测量测量测量样品样品样品样品控制界限控制界限控制界限控制界限控制界限控制界限控制界限控制界限规定上限规定上限规定上限规定上限规定下限规定下限规定下限规定下限压接高度压接高度压接高度压接高度的的的的千分数千分数千分数千分数若从生产压接中获得的数据明显不同于从(工具)能力研究中得出的数据,则需要重新确认压接工具的能力.
生产生产生产生产在工具准备就绪,开始生产之前,需要确定其能力水平.
许多线束生产商一次仅压接数百条或数千条电线.
在这种情况下,为每次工具设置进行25件能力测试不现实也不划算.
肉眼检测肉眼检测肉眼检测肉眼检测操作人员要按照标准操作步骤,手工分开每束电线,肉眼检查喇叭口、导体刷、绝缘外皮末端位置,切尾和绝缘外皮压接.
控制图表控制图表控制图表控制图表压接高度一般被绘制成控制图表,因为压接高度测量是一种快速的无损测量,并对端子的电气和机械可靠性至关重要.
绘制控制图表有个三种主要目的.
首先,为设置而采集的样本,其数量通常很少,因此其统计价值是有限的.
其次,过程中能造成后果的特殊情况的发生是不规则和不可预测的,必须有一种手段及时记录发生的偏差.
这样可以防止在操作结束后报废成千上万个端接接头.
第三,也是最重要的一点,数据对评估和改善压接过程是必要的.
设置好工具并且确定线径后,请使用单张图表来记录电线颜色变更、电线长度变更、端子材料变更或设置调整.
在图表上记录数据点,然后再调整压接高度.
若每次调整后均记录数据,则压接过程多半可以控制质量.
结果或许表面该过程无需改善.
操作人员需要做出尽可能多的图表说明.
要管理制造过程,唯一真正有效和经济合理的方法就是了解、监测和减少制程本身固有的、造成偏差的根源.
而在设置或调整上花费的每分钟都是徒劳的.
这张图表说明了什么呢X和和和和R图图图图每次测量取每次测量取每次测量取每次测量取5件样品的控制界限件样品的控制界限件样品的控制界限件样品的控制界限=5件样品读数件样品读数件样品读数件样品读数的平均值的平均值的平均值的平均值+0.
577X各次测量极差的平均值各次测量极差的平均值各次测量极差的平均值各次测量极差的平均值它表明制程在第12和13次测量时出现偏移.
这种偏移的原因可能是电线更换、端子批次更换、压接机堵塞损坏了模具,操作人员换人,或对绝缘外皮压接的调整.
由于测量值按照规范仍然合格,你会把压接生产停下来,调整压接高度吗制程中由于更换材料造成的偏移,可能需要调整压接高度.
堵塞后出现的偏移并不表示要做出调整,但需要密切关注模具.
制程中操作人员换班并不表示要做调整,而是表示要评估测量能力.
控制图表的目的是查明造成偏移的原因,以确定是否要对制程进行调整.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第16页,共24页修订版:D修订日期:12-23-09第第第第9节节节节问题处理问题处理问题处理问题处理电线的准备电线的准备电线的准备电线的准备现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法刀具磨损更换工具绝缘外皮切割得不规则(图9-1)外皮切割深度过浅调整切割深度工具损坏更换工具切割深度过深调整切割深度切断或切伤芯线(图9-2)在电线中芯线束未居中联系电线供应商工具磨损更换工具切割绝缘外皮时,把芯线不规则地拉出(图9-3)外皮切割深度过浅调整切割深度电线驱动辊/皮带磨损更换皮带/驱动辊绝缘外皮太硬增加驱动压力剥皮长度偏差太大(图9-4)电线拉直装置太松或太紧调整电线拉直装置剥皮长度错误(图9-4)设置不正确重新设置工具图图图图9-1绝缘外皮切割得不规则绝缘外皮切割得不规则绝缘外皮切割得不规则绝缘外皮切割得不规则图图图图9-2切切切切断芯线丝断芯线丝断芯线丝断芯线丝图图图图9-3拉出芯线丝拉出芯线丝拉出芯线丝拉出芯线丝图图图图9-4剥皮长度差异太大或错误剥皮长度差异太大或错误剥皮长度差异太大或错误剥皮长度差异太大或错误压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第17页,共24页修订版:D修订日期:12-23-09喇叭口喇叭口喇叭口喇叭口和和和和切尾长度切尾长度切尾长度切尾长度现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法喇叭口过度敞开,无切尾调整轨道位置,解决无切尾问题低拉力(图9-6和9-7)喇叭口过度敞开,切尾合适检查并更换磨损或不正确的冲压模具调整轨道位置切断或切伤芯线(图9-8)无喇叭口和/或切尾太长检查端子带的弯曲度检查磨损的端子切割装置,必要时更换切尾太长(图9-9)良好的喇叭口和切尾太长检查磨损的冲压模具,更换并重新调整轨道图图图图9-5理想的理想的理想的理想的压压压压接接接接图图图图9-6喇叭口喇叭口喇叭口喇叭口过大过大过大过大图图图图9-7喇叭口过大喇叭口过大喇叭口过大喇叭口过大无切尾无切尾无切尾无切尾图图图图9-8无喇叭口无喇叭口无喇叭口无喇叭口,,,,切尾太长切尾太长切尾太长切尾太长图图图图9-9切尾太长切尾太长切尾太长切尾太长,,,,喇叭口良好喇叭口良好喇叭口良好喇叭口良好压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第18页,共24页修订版:D修订日期:12-23-09导体刷位置和绝缘外皮末端位置导体刷位置和绝缘外皮末端位置导体刷位置和绝缘外皮末端位置导体刷位置和绝缘外皮末端位置现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法绝缘外皮压入芯线压线框中,导体刷良好(图9-10)剥皮长度太短检查规范,通过调整来延长剥皮长度台面压接:芯线停止位置不正确调整芯线止挡,使其在过渡区间居中绝缘外皮压入芯线压线框中,导体刷太长(图9-11)线加工:压接机位置不正确调整压接机位置,增加压接机与导线的距离检查规范,通过调整来延长剥皮长度绝缘外皮压入芯线压线框中,导体刷太短或未露出(图9-12)剥皮长度太短若在台面压接,则请重新调整芯线止挡位置若采用线加工,则请重新调整压接机位置检查规范,通过调整来缩短剥皮长度剥皮长度太长若采用台面压接,请重新调整芯线止挡位置若采用线加工设备,请重新调整压接机位置绝缘外皮末端在过渡区间居中,但导体刷太长(图9-13)芯线切割的不规则或某些芯线丝被从芯线束中拉出检查剥皮工具的磨损情况检查规范,通过调整来延长剥皮长度绝缘外皮末端在过渡区间居中,但导体刷太短(图9-14)剥皮长度太短若采用台面压接,则请重新调整芯线止挡位置若采用线加工设备,则重新调整压接机位置检查规范,通过调整来缩短剥皮长度绝缘外皮末端处于绝缘外皮压线框之下,导体刷良好或太长(图9-15)剥皮长度太长若采用台面压接,则请重新调整导线停止位置若采用线加工设备,则请重新调整压接机位置台面压接:导线停止位置不正确调整导线停止位置使其在过渡区间居中压接机:压接机位置不正确调整压接机位置,延长压接机与导线的距离绝缘外皮末端处于绝缘外皮压线框之下,导体刷露出太短或未露出(图9-16)检查操作人员放置导线的技能培训操作人员,降低压接速度压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第19页,共24页修订版:D修订日期:12-23-09图图图图9-10绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面,,,,导体刷良好导体刷良好导体刷良好导体刷良好图图图图9-11绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面,,,,导体刷太长导体刷太长导体刷太长导体刷太长图图图图9-12绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面,,,,短或没有导体刷短或没有导体刷短或没有导体刷短或没有导体刷图图图图9-13导体刷导体刷导体刷导体刷太太太太长长长长图图图图9-14导体刷导体刷导体刷导体刷太太太太短短短短图图图图9-15绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面,,,,导体刷太长导体刷太长导体刷太长导体刷太长图图图图9-16绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面,,,,导体刷太短导体刷太短导体刷太短导体刷太短压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第20页,共24页修订版:D修订日期:12-23-09绝缘外皮压接现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法降低绝缘外皮压接高度端子仅仅环抱住了大直径电线的不到88%(图9-21)端子压接得过松,端子绝缘外皮压接框不够大评估端子端子仅仅接触到小直径电线的50%(图9-22)端子的绝缘外皮压接框太大评估端子绝缘外皮压接框切入绝缘外皮接触到芯线(图9-23)压接得过紧调整绝缘外皮压接高度*绝缘外皮压接框未牢牢箍住绝缘外皮,弯曲试验失败(图9-24)压接得太松通过调整来降低绝缘外皮压接高度*廉价的手动工具不具备绝缘外皮压接调整功能.
手动工具是用来压接为数不多的端子.
你无法在手动工具上调整绝缘外皮的压接,不过,在许多压接场合,刺穿绝缘外皮的绝缘外皮压接仍可被视为合格的压接.
该标准仅适用于手动工具,因为其压接循环速度慢.
若绝缘外皮压接刺穿了绝缘外皮,则芯线倾向于朝两边移动,但并未受损.
图图图图9-17良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接图图图图9-18良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接图图图图9-19可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接图图图图9-20可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接图图图图9-21临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接图图图图9-22临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接图图图图9-23临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接图图图图9-24临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第21页,共24页修订版:D修订日期:12-23-09压接高度压接高度压接高度压接高度现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法更换了电线类型、供应商或芯线股数更换了绝缘外皮色标,即硬度更换了压接工具更换了压接机(闭合高度)更换了不同类型的压接机(制造商)更换了端子带卷(批次编号)更改了模具设置调整工具以符合指标要求压接高度不符合指标(图9-26)工具破损或磨损更换工具电线偏差端子偏差检查端子或电线工具损坏、松动或磨损更换或紧固工具测量误差分析仪表性能端子回弹量过大,压接过度调整压接高度压接高度偏差太大(图9-27)切断或切伤芯线丝调整剥皮过程图图图图9-25最优压接高度图最优压接高度图最优压接高度图最优压接高度图图图图图9-26压接高度不符合指标要求压接高度不符合指标要求压接高度不符合指标要求压接高度不符合指标要求图图图图9-27压接压接压接压接高度高度高度高度偏差太大偏差太大偏差太大偏差太大规定下限规定下限规定下限规定下限额定压接高度额定压接高度额定压接高度额定压接高度规定上限规定上限规定上限规定上限压接高度压接高度压接高度压接高度测测测测量量量量次次次次数数数数规定下限规定下限规定下限规定下限额定压接高度额定压接高度额定压接高度额定压接高度规定上限规定上限规定上限规定上限压接高度压接高度压接高度压接高度测测测测量量量量次次次次数数数数规定下限规定下限规定下限规定下限额定压接高度额定压接高度额定压接高度额定压接高度规定上限规定上限规定上限规定上限压接高度压接高度压接高度压接高度测测测测量量量量次次次次数数数数压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第22页,共24页修订版:D修订日期:12-23-09拉力拉力拉力拉力现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法(一部分)芯线被切断或切伤检查剥皮过程压接高度太低调整压接高度喇叭口太小或没有喇叭口调整工具轨道芯线压接处前面出现断线现象–抗拉强度低(图9-29)绝缘外皮压接刺破绝缘外皮增加绝缘外皮压接高度压接高度太高调整压接高度导体刷露出太短或未露出增加剥皮长度导体压线框的喇叭口太大调整工具轨道采用了镀金端子端子材料厚度不够评估端子应用导线被从导体压接框中拽出–抗拉强度低(图9-29)端子的锯齿过浅请联系当地销售工程师图图图图9-28最优最优最优最优抗拉强度抗拉强度抗拉强度抗拉强度图图图图9-29抗拉强度过低抗拉强度过低抗拉强度过低抗拉强度过低规定下限规定下限规定下限规定下限拉力拉力拉力拉力((((磅磅磅磅))))测测测测量量量量次次次次数数数数规定下限规定下限规定下限规定下限测测测测量量量量次次次次数数数数拉力拉力拉力拉力((((磅磅磅磅))))压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第23页,共24页修订版:D修订日期:12-23-09第第第第10节节节节线规表线规表线规表线规表电线面积电线面积电线面积电线面积芯线芯线芯线芯线电线直径电线直径电线直径电线直径圆面积圆面积圆面积圆面积抗拉断力抗拉断力抗拉断力抗拉断力线号线号线号线号(AWG)平方毫米平方毫米平方毫米平方毫米平方英寸平方英寸平方英寸平方英寸股数股数股数股数直径直径直径直径毫米毫米毫米毫米英寸英寸英寸英寸密耳密耳密耳密耳牛顿牛顿牛顿牛顿磅力磅力磅力磅力88.
302.
012871.
12803.
25.
128163842175.
00489.
087.
820.
0121219.
02853.
68.
145154332048.
72460.
687.
955.
0123349.
01793.
73.
147157002084.
21468.
688.
605.
01334133.
01133.
73.
147169832254.
49506.
988.
513.
01319168.
01003.
73.
147168002230.
22501.
488.
424.
01306665.
00203.
73.
147166252206.
99496.
2105.
261.
008161.
10192.
59.
102103841378.
44309.
9104.
740.
0073537.
01592.
92.
11593541241.
75279.
2105.
006.
0077649.
01422.
95.
11698801311.
63294.
9105.
320.
00825105.
01002.
95.
116105001393.
89313.
4123.
308.
005131.
0802.
05.
0816529866.
69194.
8123.
632.
005637.
03202.
44.
0967168951.
56213.
9123.
085.
0047819.
01792.
36.
0936088808.
16181.
7123.
294.
0051165.
01002.
41.
0956500862.
88194.
0123.
3118.
00514165.
00632.
41.
0956549869.
37195.
5142.
082.
003231.
06411.
63.
0644109545.
45122.
6142.
270.
003527.
02531.
85.
0734481594.
81133.
7141.
941.
0030119.
01421.
85.
0733831508.
59114.
3142.
078.
0032241.
01001.
85.
0734100544.
28122.
4142.
112.
00327105.
00631.
85.
0734167553.
24124.
4161.
308.
002031.
05081.
30.
0512581342.
5877.
0161.
433.
002227.
02011.
52.
0602828375.
4384.
4161.
229.
0019119.
01131.
47.
0582426322.
0772.
4161.
317.
0020426.
01001.
50.
0592600345.
1577.
6161.
307.
0020365.
00631.
50.
0592580342.
4877.
0161.
330.
00206105.
00501.
47.
0582625348.
4778.
318.
823.
001281.
04031.
02.
0401624215.
6048.
518.
897.
001397.
01591.
22.
0481770234.
9352.
818.
811.
0012616.
01001.
19.
0471600212.
4047.
818.
963.
0014919.
01001.
24.
0491900252.
2356.
718.
825.
0012841.
00631.
19.
0471627216.
0348.
618.
823.
0012865.
00501.
19.
0471625215.
7248.
520.
519.
000801.
0320.
81.
0321024135.
9430.
620.
563.
000877.
0126.
97.
0381111147.
5333.
220.
507.
0007910.
0100.
89.
0351000132.
7529.
820.
616.
0009619.
0080.
94.
0371216161.
4336.
320.
523.
0008126.
0063.
91.
0361032136.
9930.
820.
519.
0008141.
0050.
91.
0361025136.
0730.
622.
324.
000501.
0253.
64.
02564084.
9719.
122.
355.
000557.
0100.
76.
03070092.
9320.
922.
382.
0005919.
0063.
79.
031754100.
1122.
522.
329.
0005126.
0050.
76.
03065086.
2919.
424.
205.
000321.
0201.
61.
02440453.
6312.
124.
227.
000357.
0080.
58.
02344859.
4713.
424.
201.
0003110.
0063.
61.
02439752.
6911.
8压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第24页,共24页修订版:D修订日期:12-23-09电线面积电线面积电线面积电线面积芯线芯线芯线芯线电线直径电线直径电线直径电线直径圆面积圆面积圆面积圆面积抗拉断力抗拉断力抗拉断力抗拉断力线号线号线号线号(AWG)平方毫米平方毫米平方毫米平方毫米平方英寸平方英寸平方英寸平方英寸股数股数股数股数直径直径直径直径毫米毫米毫米毫米英寸英寸英寸英寸密耳密耳密耳密耳牛顿牛顿牛顿牛顿磅力磅力磅力磅力24.
241.
0003719.
0050.
58.
02347563.
0614.
224.
200.
0003141.
0031.
58.
02339452.
3111.
826.
128.
000201.
0159.
40.
01625333.
567.
526.
141.
000227.
0063.
53.
02127836.
888.
326.
127.
0002010.
0050.
51.
02025033.
197.
526.
154.
0002419.
0040.
48.
01930440.
369.
128.
080.
000121.
0126.
32.
01315921.
084.
728.
089.
000147.
0050.
38.
01517523.
235.
228.
093.
0001419.
0031.
41.
01618324.
245.
430.
051.
000081.
0100.
25.
01010013.
283.
030.
057.
000097.
0040.
30.
01211214.
873.
330.
060.
0000919.
0025.
30.
01211815.
643.
532.
032.
000051.
0080.
20.
008648.
501.
932.
034.
000057.
0031.
20.
008678.
932.
032.
039.
0000619.
0020.
23.
0097610.
092.
3美洲总部美洲总部美洲总部美洲总部Lisle,Illinois60532U.
S.
A.
1-800-78MOLEXamerinfo@molex.
com远东北区总部远东北区总部远东北区总部远东北区总部Yamato,Kanagawa,Japan81-462-65-2324feninfo@molex.
com远东南区总部远东南区总部远东南区总部远东南区总部Jurong,Singapore65-6-268-6868fesinfo@molex.
com欧洲总部欧洲总部欧洲总部欧洲总部Munich,Germany49-89-413092-0eurinfo@molex.
com公司总部公司总部公司总部公司总部2222WellingtonCt.
Lisle,IL60532U.
S.
A.
630-969-4550传真传真传真传真:630-969-1352请请请请访问我们的网站访问我们的网站访问我们的网站访问我们的网站http://www.
molex.
com
具体采用手动压接工具还是全自动化的压接系统,要视施工场合、导线连接数量和导线尺寸范围而定.
我们可以采用必要的手动压接工具、压接机和模具、剥线压接机,或全自动导线处理系统进行压接操作.
不过,要想获得高质量的连接,无论采用何种工具设备,其设置都很重要.
如今,许多原始设备制造商均采用统计过程控制(SPC)来不断提高端子压接质量.
端子压接是个复杂的过程,要确保质量始终如一,就要了解不同的具体情况和压接技术涉及要素之间的相互作用关系.
倘若未全面了解压接流程和影响压接的各个因素,则可能无法获得预期的压接效果.
压接过程中的三个关键要素是:端子、电线和工具.
端子端子端子端子在大多数应用场合,要让连接器制造商为每种线径、每种芯线股数、每种绝缘外皮直径(UL型)以及具体军用规格设计出各种专用的端子,这种做法在经济上是不现实的.
大多数端子用于配合多种导线尺寸、芯线股数、以及多个绝缘层直径范围.
端子应能合格地连接其设计范围内的所有电线.
电线电线电线电线同一尺寸的电线,其芯线股数和绝缘类型或许大不相同.
例如,同样是线号为AWG18的电线,19股芯线比16股芯线所用材料多出18%,其绝缘层直径可小到1.
78毫米(0.
070英寸),大到超过4.
57毫米(0.
180英寸).
芯线材料可以采用铜、镀锡铜、厚涂层铜芯线、薄涂层铜芯线.
不同场合亦使用不同硬度的导线.
模模模模具具具具施工场合需要什么样的工具呢是需要手动剥皮工具(进行少量剥皮操作)还是需要自动剥皮机进行大量的剥皮操作呢针对施工场合和压接工作量,是使用手工工具、压接机和模具组合,还是使用全自动导线处理设备呢使用不同的压接工具,需要我们在不同程度上调整操作方式.
端子、电线、工具和压接工具的类型这些因素均会影响端子的压接质量.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第4页,共24页修订版:D修订日期:12-23-09第第第第2节节节节目的目的目的目的本手册提供了压接操作的一般准则和规程,帮助您了解压接操作,以便采取正确的方式,实现合格的端子连接.
第4节的术语表列出了常见术语和定义.
第5节介绍了压接质量检测工具,用于准确测量和评价压接质量.
工具的设置至关重要,它决定了压接质量.
我们要考虑的因素包括:压接高度、导体刷、喇叭口、切尾、剥皮长度和绝缘外皮末端位置.
每种因素的变化或许会减少抗拉强度测量值.
我们或许很难确定一个容差范围,因为所有因素相互影响.
例如,针对喇叭口的工具轨道调整,将改变切尾长度和导线位置,而剥皮长度和导线位置会影响到导体刷和绝缘外皮末端的位置.
调整绝缘外皮压接高度可能会略微改变芯线压接高度的测量结果.
设置人员可能要进行多次调整,才能建立起一个最佳设置.
进行最佳设置期间,安排好各步骤的先后顺序或许有助于减少调整次数.
第6节给出了一个过程设置的流程图.
第9节介绍了常见问题处理指南.
进行压接操作,可利用统计过程控制(SPC)来减少缺陷数量.
第8节大体介绍了使用统计过程控制的好处.
根据结构设计,本手册的部分内容或全部内容均可作为流程指南,以达到ISO的要求.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第5页,共24页修订版:D修订日期:12-23-09第第第第3节节节节范围范围范围范围本手册是为本手册是为本手册是为本手册是为Molex公司的客户编写的公司的客户编写的公司的客户编写的公司的客户编写的,,,,这些客户使用这些客户使用这些客户使用这些客户使用Molex的压接工具来压接的压接工具来压接的压接工具来压接的压接工具来压接Molex生产的有缝生产的有缝生产的有缝生产的有缝压线框端子压线框端子压线框端子压线框端子.
.
.
.
主要采用半自动或自动电线端接方法.
相比其他连接器制造商或个别公司的指导,本手册的内容可能稍有不同.
本手册讲述了压接合格端子的基本要求.
但本手册不是用来取代具体某个产品和/或工具的规范书.
具体端子或压接场合可能有具体要求.
由于模具的限制,您或许无法为满足最佳压接要求而调整某个要素.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第6页,共24页修订版:D修订日期:12-23-09绝缘外皮绝缘外皮绝缘外皮绝缘外皮压接压接压接压接导体刷导体刷导体刷导体刷剥皮长剥皮长剥皮长剥皮长度度度度喇叭口喇叭口喇叭口喇叭口压接高度压接高度压接高度压接高度芯线压接芯线压接芯线压接芯线压接切尾切尾切尾切尾缝隙缝隙缝隙缝隙挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处挤出处端子截面图端子截面图端子截面图端子截面图图图图图4-1下翘下翘下翘下翘上翘上翘上翘上翘翻滚翻滚翻滚翻滚扭歪扭歪扭歪扭歪第第第第4节节节节定义定义定义定义压接端子的解析压接端子的解析压接端子的解析压接端子的解析((((图图图图4-1))))喇叭口喇叭口喇叭口喇叭口压接后在芯线压接框的边缘形成喇叭口,成为芯线漏斗.
此漏斗减少了芯线压线框锋利边缘割断或割伤芯线的可能性.
芯线压线框喇叭口的厚度一般应为端子材料厚度的1到2倍左右.
(请查阅具体端子的规格要求).
弯曲试验弯曲试验弯曲试验弯曲试验弯曲试验是测试绝缘外皮压接质量的一种方法.
我们把导线来回弯曲若干次,然后评估绝缘外皮和芯线束的移动情况.
作为一项规则,绝缘外皮的压接要承受住电线朝向任何方向的若干次60至90度弯曲.
压接细导线时要小心,不得割破绝缘外皮压接处后面的绝缘层.
导体刷导体刷导体刷导体刷导体刷是穿过芯线压线框、面向端子接点区的芯线束.
由于存在从压线框凸出出来的芯线束,机械压接力可以全部作用于芯线上.
导体刷不应当延伸到端子接插区域.
芯线压接芯线压接芯线压接芯线压接芯线压接是对套在芯线上的端子压线框的压缩.
该操作建立起一个低电阻、高电流承载能力的电气通路.
芯线压接高度芯线压接高度芯线压接高度芯线压接高度芯线压接高度是从所形成的压接顶面到底部径向表面的距离.
该高度不包括挤出处高度(见图4-1).
压接高度测量采用一种快速的、非破坏性的测量方法,用于测量环抱住芯线的端子压线框是否正确压接到芯线上.
该测量结果是过程控制中的重要指标.
制定压接高度规范时,通常要针对不同股数、涂层、端子材料和电镀的导线,兼顾压接的电气和机械性能.
虽然可以针对不同股数、和端子电镀来制定不同的最佳压接高度,但一般只规定一种压接高度.
切尾长度切尾长度切尾长度切尾长度端子从承载带上分离后,端子头不是平的而是凸出一部分,叫做切尾.
作为一项规则,切尾压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第7页,共24页修订版:D修订日期:12-23-0928.
529.
530.
531.
5ThousandthsMeasurementsCrimpHeight12345678910111213141516171819202122232425SampleContolLimitControlLimitUpperSpecificationLowerSpecificationExampleControlChart图图图图4-3图图图图4-2剥皮长度剥皮长度剥皮长度剥皮长度长度应为端子材料厚度的1.
0到1.
5倍(请查阅具体端子的规格要求).
切尾太长,会使端子(因插入不到位)而露在连接器塑壳外边,或无法满足电气间距要求.
通常,可设置一个工具,使切尾平齐于一个材料的厚度.
挤出挤出挤出挤出((((外展外展外展外展))))压接使导线压线框底部形成外展,形成外展的原因是冲头与铁砧之间的间隙.
若铁砧出现磨损或端子被过度冲压,则会造成端子底部外展过度.
若冲头和铁砧之间错位,若喂送调整功能关闭,若端子被拖拉的距离不够或过大,则会出现凹凸不平的挤压效果.
绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接((((缓解应力缓解应力缓解应力缓解应力))))绝缘外皮压接可为电线提供支撑力,以便电线插入塑壳.
也有助于端子抗振.
端子必须尽可能牢牢地抓住电线,但不得压透绝缘外皮而触及芯线.
判断绝缘外皮压接合格与否的标准是主观的,要视连接使用场合而定.
针对特定应用场合,我们建议你进行相应的弯曲测试,以确定绝缘外皮压接所提供的缓解应力的能力是否合格.
绝缘外皮压接高度绝缘外皮压接高度绝缘外皮压接高度绝缘外皮压接高度Molex公司不规定绝缘外皮的压接高度,原因是存在着各种各样的绝缘外皮厚度、材料和硬度.
大多数端子被设计成能容纳多种规格的导线.
端子在其适用范围内,可能无法完全抱住绝缘外皮,或无法严丝合缝地抱紧导线.
但这种情况下的绝缘外皮压接通常是合格的.
1.
若电线过粗,则绝缘外皮压线框应至少箍住电线的88%.
2.
若电线过细,则绝缘外皮压线框应至少抓紧导线的50%,并能牢牢握住电线的头部.
要检查绝缘外皮的压接截面,请把电线从端子后面切下来,使切面齐平于端子后面.
确定好最佳压接设置后,要记录好绝缘外皮压接高度.
操作人员可以把检查绝缘外皮的压接高度作为设置步骤的一部分.
绝缘绝缘绝缘绝缘外皮末端外皮末端外皮末端外皮末端位置位置位置位置该位置是绝缘外皮末端在绝缘外皮压接处到芯线压接处之间的过渡区间内的位置.
在该过渡区间,芯线长度要相同于绝缘外皮长度.
绝缘外皮末端的定位要确保绝缘外皮压线框整个长度的下面均存在绝缘外皮,另一方面,绝缘外皮不得延伸到芯线压线框下面.
若用台式压接机压接,绝缘外皮末端位置决定于导线止挡和剥皮长度.
若用自动电线处理机压接,绝缘外皮末端位置决定于压接机的进/出调整.
剥皮剥皮剥皮剥皮长度长度长度长度剥皮长度就是把导线的绝缘外皮剥下来后,暴露出来的芯线长度.
当绝缘层末端位置在绝缘外皮压接处和芯线压接出之间的过渡区间居中时,剥皮长度决定了导体刷的长度.
过程过程过程过程过程系指压接端子操作所需要的人员、设备、工具、材料、方法的总和.
过程控制是用来跟踪随着时间推移而发生的属性变化,以便检测出进程的变化.
及时检测出进程中发生的变化有助于防止出现成千上万个不良压接.
控制图控制图控制图控制图范例范例范例范例各次各次各次各次测量测量测量测量样品样品样品样品控制界限控制界限控制界限控制界限控制界限控制界限控制界限控制界限规定上限规定上限规定上限规定上限规定下限规定下限规定下限规定下限压接高压接高压接高压接高度的度的度的度的千分数千分数千分数千分数压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第8页,共24页修订版:D修订日期:12-23-09图图图图4-4图图图图4-6冲头冲头冲头冲头电线电线电线电线铁砧铁砧铁砧铁砧端子端子端子端子图图图图4-5撞锤撞锤撞锤撞锤压接机座板压接机座板压接机座板压接机座板闭合高度量规闭合高度量规闭合高度量规闭合高度量规抗拉抗拉抗拉抗拉测试测试测试测试抗拉测试是一种快速的、破坏性的测试方法,用于评价压接端接的力学性能.
抗拉测试结果若超出了允许范围,则表明压接过程有问题.
剥皮时割断或割伤芯线,没有喇叭口或导体刷,或压接高度或工具不正确,均会降低抗拉强度测量值.
导线属性和芯线股数,以及端子设计(材料厚度和锯齿设计),也会影响抗拉测试结果.
抗拉测试结果若处在允许范围内,则说明压接时施加了正确的压接力.
施加正确的压接力很关键,因为压接时,我们要施加足够的力来打破芯线表面上和端子压线框内侧镀锡表面上累积起来的不导电的氧化层.
只有这样才能建立金属与金属之间的良好连接.
否则,电阻会增加.
过度压接端子将减少导体的圆形截面积,进而增加电阻.
闭合高度闭合高度闭合高度闭合高度闭合高度是从模具座板(压接机底部死点)到压接机撞锤上模具连接点之间的距离.
端子位置端子位置端子位置端子位置端子位置的设置就是把端子与成型冲头、铁砧,以及承载条切断工具对齐.
工具的设置决定了芯线压接框喇叭口尺寸、切尾长度和端子的挤压形状.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第9页,共24页修订版:D修订日期:12-23-09第第第第5节节节节相关材料相关材料相关材料相关材料卡尺卡尺卡尺卡尺卡尺是一种量规,由两个相对立的叶片组成,用于测量直线尺寸.
眼罩式放大镜眼罩式放大镜眼罩式放大镜眼罩式放大镜这是一种图像放大的工具,通常可把物体放大10倍以上,用来帮助您用肉眼检查压接效果.
压接千分尺压接千分尺压接千分尺压接千分尺压接千分尺是专门用于测量压接高度的千分尺.
测量值取自压接部位的中央,因此芯线压线框喇叭口不影响测量结果.
该千分尺上有一个薄叶片可倚住压接部位的顶部,而千分尺的尖头测定底部径向(弯曲)表面.
便携尺便携尺便携尺便携尺该尺子用来测量喇叭口、切尾、导体刷长度、剥皮长度,并估计导线的位置.
建议采用最低分辨率为0.
50毫米(0.
020英寸)的尺子.
抗拉测试仪抗拉测试仪抗拉测试仪抗拉测试仪用于确定压接的机械强度.
通常我们用一个器具夹住导线,按照设定的速度拉拽导线,并通过测压元件测量拉力.
测试方法可以简单到把一定重量的负荷挂在导线上,最短挂一分钟时间.
刀具匠显微镜刀具匠显微镜刀具匠显微镜刀具匠显微镜该显微镜用于仔细检查喇叭口、切尾、导体刷,电线位置和剥皮长度,并进行相应统计计量.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第10页,共24页修订版:D修订日期:12-23-09第第第第6节节节节压接步骤压接步骤压接步骤压接步骤工具设置工具设置工具设置工具设置(参考流程图)1.
检查压接模具是否干净,是否磨损.
必要时清洁并更换磨损的模具.
2.
断开压接机电源,取下防护装置.
3.
装入相应模具.
4.
把端子载入模具,使第一个端子位于铁砧上方.
5.
手动循环压接机,完成一个完整压接循环以确保压接过程顺畅.
若不顺畅,卸下模具,并检查闭合高度.
转到步骤3.
6.
检查模具是否对齐.
检查端子底部来自砧铁的压痕.
检查挤压处是否对称压接处是否居中.
若不对称不居中,则要对齐工具,然后转到步骤5.
7.
检查端子喂送装置是否把下一个端子喂送到铁砧正上方.
如果不是,请调整端子喂送装置和喂送头,并转到步骤5.
8.
装回所有先前卸下的防护装置.
((((要遵守要遵守要遵守要遵守压接机和压接机和压接机和压接机和/或压接工具手册中列出所有安全或压接工具手册中列出所有安全或压接工具手册中列出所有安全或压接工具手册中列出所有安全规定规定规定规定))))9.
电动压接端子样品.
10.
评估切尾长度和芯线压框喇叭口.
如需调整,断开压接机电源取下防护装置.
调整轨道位置.
手动循环压接机并检查喂送指的喂送位置,转到步骤7.
11.
评估导体刷.
如需调整,则断开压接机电源并取下防护装置.
调整压接工作台上的导线止挡或自动导线加工设备的压接位置.
转到步骤8.
12.
检查绝缘外皮位置.
必要时调整剥皮长度,压接新样品,然后转到步骤11.
13.
调整绝缘外皮压接的高度,使绝缘外皮的压接不触及电线芯线.
14.
压接端子样品.
15.
测量芯线压接高度(如适用)并与规范相比较.
必要时切断电源并取下防护装置.
调整芯线压接高度,装回防护装置,连接电源,然后转到步骤14.
16.
进行抗拉测试.
若测试不合格,请参考故障处理章节(第9节)17.
调整绝缘外皮的压接.
18.
压接端子样品.
19.
评估绝缘压接.
必要时切断电源并取下防护装置.
调整绝缘外皮压接高度,装回防护装置,连接电源,然后转到步骤18.
20.
测量压接高度并与规范相比较.
必要时切断电源并取下防护装置.
调整芯线压接高度,装回防护装置,连接电源,然后转到步骤18.
21.
记录测量结果.
操作期间操作期间操作期间操作期间,,,,要始终保证安全要始终保证安全要始终保证安全要始终保证安全.
.
.
.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第11页,共24页修订版:D修订日期:12-23-09流程图流程图流程图流程图断开电源,然后移开必须移开的防护装置把模具装入压接机把端子载入压接机手动循环压接机评估模具以确保其干净和未磨损更换模具/清洁设置压接机闭合高度从压接机上卸下模具开始开始开始开始循环是否完成模具是否对齐端子喂送是否良好端子在铁砧上是否居中评估切尾和喇叭口安装安全防护装置并连接电源压接样本B调整端子喂送和/或喂送指对齐模具A调整轨道位置手动循环压接机断开电源并移开必须移开防护装置压接样本调整压接机位置评估导体刷断开电源,然后移开必须移开的防护装置调整导线止挡松开绝缘外皮压接A台面压接机或线加工B评估绝缘外皮末端位置压接样本调整剥皮长度安装安全防护装置然后连接电源调整芯线压接高度调整绝缘外皮压接高度查找故障(见第9条)断开电源然后取下必要的防护装置芯线压接高度是否合适抗拉测试压接样本绝缘外皮压接高度是否合适芯线压接是否良好安装安全防护装置然后连接电源调整芯线压接高度断开电源,然后移开必须移开的防护装置断开电源,然后移开必须移开的防护装置调整绝缘外皮压接高度安装安全防护装置然后连接电源结束结束结束结束电线加工台式压接机No否Yes是是否否是良好不好否否是良好不合格是合格良好不好不良否是压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第12页,共24页修订版:D修订日期:12-23-09第第第第7节节节节测量测量测量测量抗拉测试抗拉测试抗拉测试抗拉测试1.
把导线切割成150毫米(6英寸)左右长度.
2.
在一端剥开绝缘外皮,剥皮长度为13毫米(0.
50英寸)或足够长,以至于在绝缘夹头下不存在绝缘外皮,或松开绝缘外皮压接使其对绝缘外皮没有抓握力.
3.
按照额定压接高度把相应端子压接到导线上.
4.
视觉检查喇叭口、导体刷和切割的芯线.
5.
把抗拉强度测试仪设置为每分钟25.
4毫米(每分钟1.
00英寸).
对于大多数应用场合,更快的速度将不会对数据有重大影响.
较慢的速度可以防止突然施加力量或抽动会拽断芯线.
请验证更快的速度,但在每分钟1.
00英寸速度下采集数据.
6.
如有必要,把导线未连接端子的那一端打一个结(若绝缘外皮在芯线上滑动).
7.
无论采用何种类型的抗拉测试仪,测试时必须夹紧电线和端子.
(注:测试时要夹住端子接插界面,而不是夹住芯线压接处)8.
进行拉力测试.
9.
记录拉力读数.
每个压接操作设置至少要进行五次抗拉测量.
至少要采集二十五个读数以确定过程的能力.
10.
把最小读数与规定的最低拉力强度相比较.
注:当两条电线压接在一起时,经常出现较大的偏差性和较低的CPK(制程能力指数)值(见第8节中CPK说明).
该偏差的增加,源于导体刷偏差加大,导体喇叭口偏差加大,以及在一条芯线束上,能接触到端子连线框锯齿的芯线丝数量减少.
业界认为,双电线压接并不好于最细电线的压接.
若两个电线被抓紧,并被同时拉拽,则拉力读数较高.
若仅拉拽其中一条电线,则拉力读数会低很多.
若两条电线粗细相同,则上面的那根电线的拉力值比下面电线的拉力值低,原因是端子锯齿的咬合作用.
导线图导线图导线图导线图注:拔出力只规定了最低限度值.
在计算Cpk时,假设平均读数为额定读数,上限值被设定,那么Cp和Cpk相等.
高拉力读数增加了标准偏差,会降低Cpk数值,即使平均读数和最低读数增加.
抗拉测试的抗拉测试的抗拉测试的抗拉测试的测试值测试值测试值测试值UL486A导体尺寸导体尺寸导体尺寸导体尺寸拔出力拔出力拔出力拔出力*AWG平方毫米平方毫米平方毫米平方毫米磅力磅力磅力磅力牛顿牛顿牛顿牛顿300.
051.
56.
7280.
0828.
9260.
13313.
4240.
20522.
3220.
324835.
6200.
5191357.
9180.
8232089.
0161.
3130133.
5142.
0850222.
6123.
3170311.
5105.
26180356.
088.
36790400.
5*请查阅具体规范压接高度压接高度压接高度压接高度测量测量测量测量1.
按步骤完成工具设置.
2.
压接至少5个样品.
3.
把压接测微仪扁平叶片卡到芯线压接框的双半径中心.
不要在芯线压接框喇叭口附近测量.
4.
旋转测微仪拨盘,直到测量头接触到底部径向(弯曲)表面.
若使用卡尺,则要确保不要测量压接挤出处.
5.
记录压接高度读数.
至少要获取五个压接高度读数来确认每次设置.
至少要获取二十五个读数才能确定制程能力.
6.
在压接操作期间,每压接250到500个端子后就要检查一次压接高度.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第13页,共24页修订版:D修订日期:12-23-09图图图图7-3压接高度测量压接高度测量压接高度测量压接高度测量采用卡尺采用卡尺采用卡尺采用卡尺图图图图7-2压压压压接高度测量接高度测量接高度测量接高度测量采用压接测微器采用压接测微器采用压接测微器采用压接测微器图图图图7-1抗拉测试抗拉测试抗拉测试抗拉测试注:压接高度通常被绘制成控制图表,因为压接高度测量是一种快速的无损测量,并且对端子的电气和机械可靠性至关重要.
绘制控制图表有个三种主要目的.
首先,为设置而采集的样本,其数量通常很少,因此其统计价值是有限的.
其次,过程中的能造成后果的特殊情况的发生是不规则和不可预测的,必须有一种手段及时记录发生的偏差.
这样可以防止在操作结束后报废成千上万个端接接头.
第三,也是最重要的一点,数据对评估和改善压接过程是必要的.
压接质量手册OrderNo63800-0029ReleaseDate:09-04-03UNCONTROLLEDCOPYPage14of24Revision:ARevisionDate:09-04-03第第第第8节节节节压接过程控制压接过程控制压接过程控制压接过程控制压接的过程是端子、电线、工具、人员、方法、程序和环境因素之间互动的过程.
当此过程受到控制时,就可以实现合格的压接.
质量控制是高质量压接操作的重要组成部分.
工具设置或检查工作不会花去你过多的时间,但会避免由于返工或重新制造而造成的数千美元的损失.
偏差是从一个压接到另一个压接发生的轻微变化.
有普通偏差或特殊偏差这两种偏差.
偏差通常影响到压接效果的一致性,偏差是由于许多细小原因造成的.
普通偏差,是由于成卷电线或端子内固有容差造成的.
也是由于剥皮和压接设备的自然误差.
要减少普通偏差,通常要更换电线、端子和模具制造商.
某些特殊情况会造成特殊偏差,这些情况是不规则的和不可预知的.
若在前几百个端子压接后发生模具松脱或模具损坏而导致过程堵塞,而我们未跟踪检查整个压接过程,则可能压接完成千上万个端子后才能发现该问题.
过程能力过程能力过程能力过程能力在使用新压接工具进行生产之前,Molex公司建议每个客户进行其能力研究.
请使用即将在生产中使用的特定电线来研究.
能力研究基于正态分布的假设(钟型曲线),该研究估计出现不合格测量值的可能性.
能力能力能力能力Cpk+/-标准偏差标准偏差标准偏差标准偏差产出率产出率产出率产出率%PPM*0.
67295.
4545,5001399.
732,6991.
33499.
99631.
67599.
99+0.
572699.
99++0*PPM:潜在缺陷的百万分率.
在压接过程中要提取至少25件样品.
计算样品的平均值和标准偏差.
下面的公式定义了Cp(能力指数).
Cp数值范围可以从零到无穷大,数值越大说明过程的能力越强.
大于1.
33的数值被认为是大多数应用场合可以接受的数值.
Cp的计算公式如下.
___允许误差___6X标准偏差Cpk(制程能力指数)表明被测制程能否制造出小于允许误差的产品.
若制程设定为规范的平均值,则Cpk值等于Cp.
若Cpk为负值,则制程均值超出规范限度.
若Cpk处于0和1之间,则某些六西格玛(西格玛系指标准偏差)分布范围超出了允许范围.
若Cpk值大于1,则六西格玛分布范围完全处于允许范围之内.
下列公式计算出的结果,哪个较小,哪个就是Cpk数值:__(USL–平均数)__(平均数-LSL)__3x标准偏差3x标准偏差USL=规范的上限,LSL=规格的下限六西格玛是许多公司的目标,因为它几乎代表了零缺陷.
一个公司是否有能力达到六西格玛水平,取决于其制程的普通偏差量.
例如,手工剥皮比机械剥皮造成更大偏差;手动压接工具比使用压接机和模具配合进行压接产生更大的偏差,台面端接比电线加工机械造成更大偏差.
压接偏差的一部分是测量偏差,是由于不同测量设备以及同一测量人员每次测量方式的不同造成的.
压接测微仪比带表卡尺更准确.
自动抗拉测试系统比吊钩式测量秤更准确.
测量仪必须具有足够的精度.
两名操作人员或许采取不同方法测量相同的部件.
同一名操作人员在使用两种不同量规测量同一个部件时也可能采用不同方法.
Molex公司建议进行量规能力研究,以找出偏差的哪部分是由于测量误差造成的.
微型端子压接到细电线上,其压接高度偏差范围要窄,这样才能保持抗拉强度.
测量误差会增加测定的偏差值,从而降低Cpk数值.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第15页,共24页修订版:D修订日期:12-23-09控制图控制图控制图控制图范例范例范例范例过程偏移过程偏移过程偏移过程偏移各次各次各次各次测量测量测量测量样品样品样品样品控制界限控制界限控制界限控制界限控制界限控制界限控制界限控制界限规定上限规定上限规定上限规定上限规定下限规定下限规定下限规定下限压接高度压接高度压接高度压接高度的的的的千分数千分数千分数千分数若从生产压接中获得的数据明显不同于从(工具)能力研究中得出的数据,则需要重新确认压接工具的能力.
生产生产生产生产在工具准备就绪,开始生产之前,需要确定其能力水平.
许多线束生产商一次仅压接数百条或数千条电线.
在这种情况下,为每次工具设置进行25件能力测试不现实也不划算.
肉眼检测肉眼检测肉眼检测肉眼检测操作人员要按照标准操作步骤,手工分开每束电线,肉眼检查喇叭口、导体刷、绝缘外皮末端位置,切尾和绝缘外皮压接.
控制图表控制图表控制图表控制图表压接高度一般被绘制成控制图表,因为压接高度测量是一种快速的无损测量,并对端子的电气和机械可靠性至关重要.
绘制控制图表有个三种主要目的.
首先,为设置而采集的样本,其数量通常很少,因此其统计价值是有限的.
其次,过程中能造成后果的特殊情况的发生是不规则和不可预测的,必须有一种手段及时记录发生的偏差.
这样可以防止在操作结束后报废成千上万个端接接头.
第三,也是最重要的一点,数据对评估和改善压接过程是必要的.
设置好工具并且确定线径后,请使用单张图表来记录电线颜色变更、电线长度变更、端子材料变更或设置调整.
在图表上记录数据点,然后再调整压接高度.
若每次调整后均记录数据,则压接过程多半可以控制质量.
结果或许表面该过程无需改善.
操作人员需要做出尽可能多的图表说明.
要管理制造过程,唯一真正有效和经济合理的方法就是了解、监测和减少制程本身固有的、造成偏差的根源.
而在设置或调整上花费的每分钟都是徒劳的.
这张图表说明了什么呢X和和和和R图图图图每次测量取每次测量取每次测量取每次测量取5件样品的控制界限件样品的控制界限件样品的控制界限件样品的控制界限=5件样品读数件样品读数件样品读数件样品读数的平均值的平均值的平均值的平均值+0.
577X各次测量极差的平均值各次测量极差的平均值各次测量极差的平均值各次测量极差的平均值它表明制程在第12和13次测量时出现偏移.
这种偏移的原因可能是电线更换、端子批次更换、压接机堵塞损坏了模具,操作人员换人,或对绝缘外皮压接的调整.
由于测量值按照规范仍然合格,你会把压接生产停下来,调整压接高度吗制程中由于更换材料造成的偏移,可能需要调整压接高度.
堵塞后出现的偏移并不表示要做出调整,但需要密切关注模具.
制程中操作人员换班并不表示要做调整,而是表示要评估测量能力.
控制图表的目的是查明造成偏移的原因,以确定是否要对制程进行调整.
压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第16页,共24页修订版:D修订日期:12-23-09第第第第9节节节节问题处理问题处理问题处理问题处理电线的准备电线的准备电线的准备电线的准备现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法刀具磨损更换工具绝缘外皮切割得不规则(图9-1)外皮切割深度过浅调整切割深度工具损坏更换工具切割深度过深调整切割深度切断或切伤芯线(图9-2)在电线中芯线束未居中联系电线供应商工具磨损更换工具切割绝缘外皮时,把芯线不规则地拉出(图9-3)外皮切割深度过浅调整切割深度电线驱动辊/皮带磨损更换皮带/驱动辊绝缘外皮太硬增加驱动压力剥皮长度偏差太大(图9-4)电线拉直装置太松或太紧调整电线拉直装置剥皮长度错误(图9-4)设置不正确重新设置工具图图图图9-1绝缘外皮切割得不规则绝缘外皮切割得不规则绝缘外皮切割得不规则绝缘外皮切割得不规则图图图图9-2切切切切断芯线丝断芯线丝断芯线丝断芯线丝图图图图9-3拉出芯线丝拉出芯线丝拉出芯线丝拉出芯线丝图图图图9-4剥皮长度差异太大或错误剥皮长度差异太大或错误剥皮长度差异太大或错误剥皮长度差异太大或错误压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第17页,共24页修订版:D修订日期:12-23-09喇叭口喇叭口喇叭口喇叭口和和和和切尾长度切尾长度切尾长度切尾长度现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法喇叭口过度敞开,无切尾调整轨道位置,解决无切尾问题低拉力(图9-6和9-7)喇叭口过度敞开,切尾合适检查并更换磨损或不正确的冲压模具调整轨道位置切断或切伤芯线(图9-8)无喇叭口和/或切尾太长检查端子带的弯曲度检查磨损的端子切割装置,必要时更换切尾太长(图9-9)良好的喇叭口和切尾太长检查磨损的冲压模具,更换并重新调整轨道图图图图9-5理想的理想的理想的理想的压压压压接接接接图图图图9-6喇叭口喇叭口喇叭口喇叭口过大过大过大过大图图图图9-7喇叭口过大喇叭口过大喇叭口过大喇叭口过大无切尾无切尾无切尾无切尾图图图图9-8无喇叭口无喇叭口无喇叭口无喇叭口,,,,切尾太长切尾太长切尾太长切尾太长图图图图9-9切尾太长切尾太长切尾太长切尾太长,,,,喇叭口良好喇叭口良好喇叭口良好喇叭口良好压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第18页,共24页修订版:D修订日期:12-23-09导体刷位置和绝缘外皮末端位置导体刷位置和绝缘外皮末端位置导体刷位置和绝缘外皮末端位置导体刷位置和绝缘外皮末端位置现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法绝缘外皮压入芯线压线框中,导体刷良好(图9-10)剥皮长度太短检查规范,通过调整来延长剥皮长度台面压接:芯线停止位置不正确调整芯线止挡,使其在过渡区间居中绝缘外皮压入芯线压线框中,导体刷太长(图9-11)线加工:压接机位置不正确调整压接机位置,增加压接机与导线的距离检查规范,通过调整来延长剥皮长度绝缘外皮压入芯线压线框中,导体刷太短或未露出(图9-12)剥皮长度太短若在台面压接,则请重新调整芯线止挡位置若采用线加工,则请重新调整压接机位置检查规范,通过调整来缩短剥皮长度剥皮长度太长若采用台面压接,请重新调整芯线止挡位置若采用线加工设备,请重新调整压接机位置绝缘外皮末端在过渡区间居中,但导体刷太长(图9-13)芯线切割的不规则或某些芯线丝被从芯线束中拉出检查剥皮工具的磨损情况检查规范,通过调整来延长剥皮长度绝缘外皮末端在过渡区间居中,但导体刷太短(图9-14)剥皮长度太短若采用台面压接,则请重新调整芯线止挡位置若采用线加工设备,则重新调整压接机位置检查规范,通过调整来缩短剥皮长度绝缘外皮末端处于绝缘外皮压线框之下,导体刷良好或太长(图9-15)剥皮长度太长若采用台面压接,则请重新调整导线停止位置若采用线加工设备,则请重新调整压接机位置台面压接:导线停止位置不正确调整导线停止位置使其在过渡区间居中压接机:压接机位置不正确调整压接机位置,延长压接机与导线的距离绝缘外皮末端处于绝缘外皮压线框之下,导体刷露出太短或未露出(图9-16)检查操作人员放置导线的技能培训操作人员,降低压接速度压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第19页,共24页修订版:D修订日期:12-23-09图图图图9-10绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面,,,,导体刷良好导体刷良好导体刷良好导体刷良好图图图图9-11绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面,,,,导体刷太长导体刷太长导体刷太长导体刷太长图图图图9-12绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面绝缘外皮被压入芯线压线框下面,,,,短或没有导体刷短或没有导体刷短或没有导体刷短或没有导体刷图图图图9-13导体刷导体刷导体刷导体刷太太太太长长长长图图图图9-14导体刷导体刷导体刷导体刷太太太太短短短短图图图图9-15绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面,,,,导体刷太长导体刷太长导体刷太长导体刷太长图图图图9-16绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面绝缘外皮末端位于绝缘外皮压线框下面,,,,导体刷太短导体刷太短导体刷太短导体刷太短压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第20页,共24页修订版:D修订日期:12-23-09绝缘外皮压接现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法降低绝缘外皮压接高度端子仅仅环抱住了大直径电线的不到88%(图9-21)端子压接得过松,端子绝缘外皮压接框不够大评估端子端子仅仅接触到小直径电线的50%(图9-22)端子的绝缘外皮压接框太大评估端子绝缘外皮压接框切入绝缘外皮接触到芯线(图9-23)压接得过紧调整绝缘外皮压接高度*绝缘外皮压接框未牢牢箍住绝缘外皮,弯曲试验失败(图9-24)压接得太松通过调整来降低绝缘外皮压接高度*廉价的手动工具不具备绝缘外皮压接调整功能.
手动工具是用来压接为数不多的端子.
你无法在手动工具上调整绝缘外皮的压接,不过,在许多压接场合,刺穿绝缘外皮的绝缘外皮压接仍可被视为合格的压接.
该标准仅适用于手动工具,因为其压接循环速度慢.
若绝缘外皮压接刺穿了绝缘外皮,则芯线倾向于朝两边移动,但并未受损.
图图图图9-17良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接图图图图9-18良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接良好的绝缘外皮压接图图图图9-19可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接图图图图9-20可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接可接受的绝缘外皮压接图图图图9-21临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接图图图图9-22临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接图图图图9-23临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接图图图图9-24临界临界临界临界绝缘外皮压接绝缘外皮压接绝缘外皮压接绝缘外皮压接压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第21页,共24页修订版:D修订日期:12-23-09压接高度压接高度压接高度压接高度现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法更换了电线类型、供应商或芯线股数更换了绝缘外皮色标,即硬度更换了压接工具更换了压接机(闭合高度)更换了不同类型的压接机(制造商)更换了端子带卷(批次编号)更改了模具设置调整工具以符合指标要求压接高度不符合指标(图9-26)工具破损或磨损更换工具电线偏差端子偏差检查端子或电线工具损坏、松动或磨损更换或紧固工具测量误差分析仪表性能端子回弹量过大,压接过度调整压接高度压接高度偏差太大(图9-27)切断或切伤芯线丝调整剥皮过程图图图图9-25最优压接高度图最优压接高度图最优压接高度图最优压接高度图图图图图9-26压接高度不符合指标要求压接高度不符合指标要求压接高度不符合指标要求压接高度不符合指标要求图图图图9-27压接压接压接压接高度高度高度高度偏差太大偏差太大偏差太大偏差太大规定下限规定下限规定下限规定下限额定压接高度额定压接高度额定压接高度额定压接高度规定上限规定上限规定上限规定上限压接高度压接高度压接高度压接高度测测测测量量量量次次次次数数数数规定下限规定下限规定下限规定下限额定压接高度额定压接高度额定压接高度额定压接高度规定上限规定上限规定上限规定上限压接高度压接高度压接高度压接高度测测测测量量量量次次次次数数数数规定下限规定下限规定下限规定下限额定压接高度额定压接高度额定压接高度额定压接高度规定上限规定上限规定上限规定上限压接高度压接高度压接高度压接高度测测测测量量量量次次次次数数数数压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第22页,共24页修订版:D修订日期:12-23-09拉力拉力拉力拉力现象现象现象现象原因原因原因原因解决方法解决方法解决方法解决方法(一部分)芯线被切断或切伤检查剥皮过程压接高度太低调整压接高度喇叭口太小或没有喇叭口调整工具轨道芯线压接处前面出现断线现象–抗拉强度低(图9-29)绝缘外皮压接刺破绝缘外皮增加绝缘外皮压接高度压接高度太高调整压接高度导体刷露出太短或未露出增加剥皮长度导体压线框的喇叭口太大调整工具轨道采用了镀金端子端子材料厚度不够评估端子应用导线被从导体压接框中拽出–抗拉强度低(图9-29)端子的锯齿过浅请联系当地销售工程师图图图图9-28最优最优最优最优抗拉强度抗拉强度抗拉强度抗拉强度图图图图9-29抗拉强度过低抗拉强度过低抗拉强度过低抗拉强度过低规定下限规定下限规定下限规定下限拉力拉力拉力拉力((((磅磅磅磅))))测测测测量量量量次次次次数数数数规定下限规定下限规定下限规定下限测测测测量量量量次次次次数数数数拉力拉力拉力拉力((((磅磅磅磅))))压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第23页,共24页修订版:D修订日期:12-23-09第第第第10节节节节线规表线规表线规表线规表电线面积电线面积电线面积电线面积芯线芯线芯线芯线电线直径电线直径电线直径电线直径圆面积圆面积圆面积圆面积抗拉断力抗拉断力抗拉断力抗拉断力线号线号线号线号(AWG)平方毫米平方毫米平方毫米平方毫米平方英寸平方英寸平方英寸平方英寸股数股数股数股数直径直径直径直径毫米毫米毫米毫米英寸英寸英寸英寸密耳密耳密耳密耳牛顿牛顿牛顿牛顿磅力磅力磅力磅力88.
302.
012871.
12803.
25.
128163842175.
00489.
087.
820.
0121219.
02853.
68.
145154332048.
72460.
687.
955.
0123349.
01793.
73.
147157002084.
21468.
688.
605.
01334133.
01133.
73.
147169832254.
49506.
988.
513.
01319168.
01003.
73.
147168002230.
22501.
488.
424.
01306665.
00203.
73.
147166252206.
99496.
2105.
261.
008161.
10192.
59.
102103841378.
44309.
9104.
740.
0073537.
01592.
92.
11593541241.
75279.
2105.
006.
0077649.
01422.
95.
11698801311.
63294.
9105.
320.
00825105.
01002.
95.
116105001393.
89313.
4123.
308.
005131.
0802.
05.
0816529866.
69194.
8123.
632.
005637.
03202.
44.
0967168951.
56213.
9123.
085.
0047819.
01792.
36.
0936088808.
16181.
7123.
294.
0051165.
01002.
41.
0956500862.
88194.
0123.
3118.
00514165.
00632.
41.
0956549869.
37195.
5142.
082.
003231.
06411.
63.
0644109545.
45122.
6142.
270.
003527.
02531.
85.
0734481594.
81133.
7141.
941.
0030119.
01421.
85.
0733831508.
59114.
3142.
078.
0032241.
01001.
85.
0734100544.
28122.
4142.
112.
00327105.
00631.
85.
0734167553.
24124.
4161.
308.
002031.
05081.
30.
0512581342.
5877.
0161.
433.
002227.
02011.
52.
0602828375.
4384.
4161.
229.
0019119.
01131.
47.
0582426322.
0772.
4161.
317.
0020426.
01001.
50.
0592600345.
1577.
6161.
307.
0020365.
00631.
50.
0592580342.
4877.
0161.
330.
00206105.
00501.
47.
0582625348.
4778.
318.
823.
001281.
04031.
02.
0401624215.
6048.
518.
897.
001397.
01591.
22.
0481770234.
9352.
818.
811.
0012616.
01001.
19.
0471600212.
4047.
818.
963.
0014919.
01001.
24.
0491900252.
2356.
718.
825.
0012841.
00631.
19.
0471627216.
0348.
618.
823.
0012865.
00501.
19.
0471625215.
7248.
520.
519.
000801.
0320.
81.
0321024135.
9430.
620.
563.
000877.
0126.
97.
0381111147.
5333.
220.
507.
0007910.
0100.
89.
0351000132.
7529.
820.
616.
0009619.
0080.
94.
0371216161.
4336.
320.
523.
0008126.
0063.
91.
0361032136.
9930.
820.
519.
0008141.
0050.
91.
0361025136.
0730.
622.
324.
000501.
0253.
64.
02564084.
9719.
122.
355.
000557.
0100.
76.
03070092.
9320.
922.
382.
0005919.
0063.
79.
031754100.
1122.
522.
329.
0005126.
0050.
76.
03065086.
2919.
424.
205.
000321.
0201.
61.
02440453.
6312.
124.
227.
000357.
0080.
58.
02344859.
4713.
424.
201.
0003110.
0063.
61.
02439752.
6911.
8压接质量手册订购号:TM-638000029CN发布日期:09-04-03UNCONTROLLEDCOPY第24页,共24页修订版:D修订日期:12-23-09电线面积电线面积电线面积电线面积芯线芯线芯线芯线电线直径电线直径电线直径电线直径圆面积圆面积圆面积圆面积抗拉断力抗拉断力抗拉断力抗拉断力线号线号线号线号(AWG)平方毫米平方毫米平方毫米平方毫米平方英寸平方英寸平方英寸平方英寸股数股数股数股数直径直径直径直径毫米毫米毫米毫米英寸英寸英寸英寸密耳密耳密耳密耳牛顿牛顿牛顿牛顿磅力磅力磅力磅力24.
241.
0003719.
0050.
58.
02347563.
0614.
224.
200.
0003141.
0031.
58.
02339452.
3111.
826.
128.
000201.
0159.
40.
01625333.
567.
526.
141.
000227.
0063.
53.
02127836.
888.
326.
127.
0002010.
0050.
51.
02025033.
197.
526.
154.
0002419.
0040.
48.
01930440.
369.
128.
080.
000121.
0126.
32.
01315921.
084.
728.
089.
000147.
0050.
38.
01517523.
235.
228.
093.
0001419.
0031.
41.
01618324.
245.
430.
051.
000081.
0100.
25.
01010013.
283.
030.
057.
000097.
0040.
30.
01211214.
873.
330.
060.
0000919.
0025.
30.
01211815.
643.
532.
032.
000051.
0080.
20.
008648.
501.
932.
034.
000057.
0031.
20.
008678.
932.
032.
039.
0000619.
0020.
23.
0097610.
092.
3美洲总部美洲总部美洲总部美洲总部Lisle,Illinois60532U.
S.
A.
1-800-78MOLEXamerinfo@molex.
com远东北区总部远东北区总部远东北区总部远东北区总部Yamato,Kanagawa,Japan81-462-65-2324feninfo@molex.
com远东南区总部远东南区总部远东南区总部远东南区总部Jurong,Singapore65-6-268-6868fesinfo@molex.
com欧洲总部欧洲总部欧洲总部欧洲总部Munich,Germany49-89-413092-0eurinfo@molex.
com公司总部公司总部公司总部公司总部2222WellingtonCt.
Lisle,IL60532U.
S.
A.
630-969-4550传真传真传真传真:630-969-1352请请请请访问我们的网站访问我们的网站访问我们的网站访问我们的网站http://www.
molex.
com
RackNerd新上圣何塞、芝加哥、达拉斯、亚特兰大INTEL系列,$9.49/年
racknerd怎么样?racknerd商家最近促销三款美国便宜vps,最低只需要9.49美元,可以选择美国圣何塞、西雅图、纽约和芝加哥机房。RackNerd是一家成立于2019年的美国高性价比服务器商家,主要从事美国和荷兰数据中心的便宜vps、独立服务器销售!支持中文工单、支持支付宝和微信以及PayPal付款购买!点击直达:racknerd官方网站INTEL系列可选机房:加利福尼亚州圣何塞、芝加...

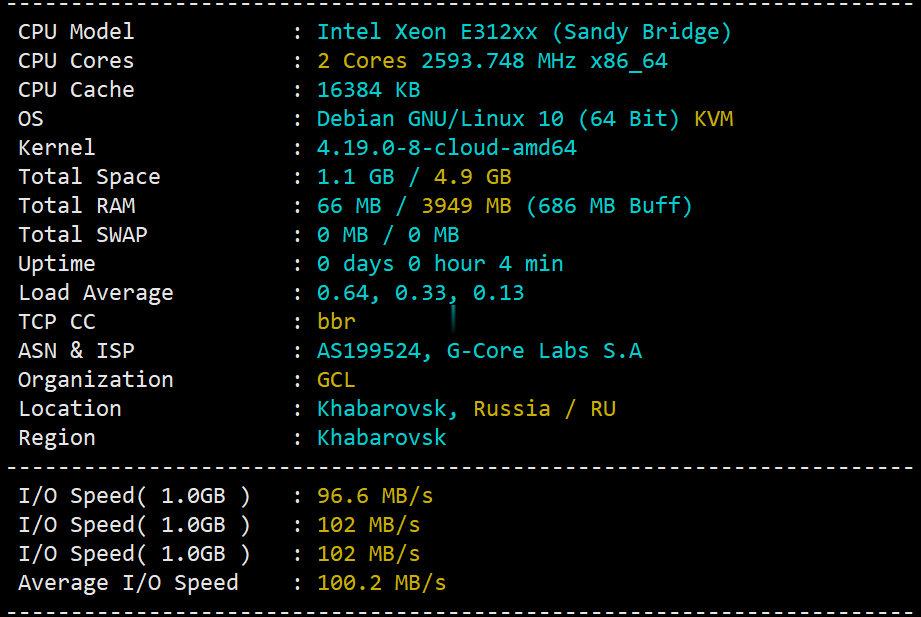
gcorelabs远东khabarovsk伯力Cloud云服务器测评,告诉你gcorelabs云服务器怎么样
说明一下:gcorelabs的俄罗斯远东机房“伯力”既有“Virtual servers”也有“CLOUD SERVICES”,前者是VPS,后者是云服务器,不是一回事;由于平日大家习惯把VPS和云服务器当做一回事儿,所以这里要特别说明一下。本次测评的是gcorelabs的cloud,也就是云服务器。 官方网站:https://gcorelabs.com 支持:数字加密货币、信用卡、PayPal...
TMThosting夏季促销:VPS月付7折,年付65折,独立服务器95折,西雅图机房
TMThosting发布了一个2021 Summer Sale活动,针对西雅图VPS主机提供月付7折优惠码,年付65折优惠码,独立服务器提供95折优惠码,本轮促销活动到7月25日。这是一家成立于2018年的国外主机商,主要提供VPS和独立服务器租用业务,数据中心包括美国西雅图和达拉斯,其中VPS基于KVM架构,都有提供免费的DDoS保护,支持选择Windows或者Linux操作系统。Budget ...
章节目录为你推荐
-
回收卡巴斯基支持ipad支持ipad支持ipadipad如何上网苹果ipad无线上网卡怎么设置?iphonewifi苹果手机突然用不了Wi-Fi了谷歌sb在谷歌里搜SB为什么结果中第一个是百度css选择器CSS中的选择器分几种?苹果5.1完美越狱苹果iPhone4 iOS5.1完美越狱教程是什么?morphvoxpro教程哪位大佬可以帮忙调一下morphvox pro的女声啊,我调了一天还是没调明白